Introduction
Many manufacturers mistakenly treat fabrication and welding as interchangeable terms, but this confusion introduces real risk in procurement and project planning. Welding is a specialized joining technique—one step within the broader metal fabrication workflow. Metal fabrication, by contrast, encompasses the entire process of transforming raw metal stock into a finished product, including design, cutting, forming, assembly, finishing, and installation.
For B2B buyers in aerospace, defense, and industrial manufacturing, blurring this line leads to misaligned vendor scopes, budget overruns, and avoidable rework. The U.S. fabricated structural metal manufacturing market reached $65.4 billion in 2024, yet the industry remains highly fragmented — making vendor selection more consequential than ever.
Key Takeaways:
- Welding is a single joining technique; fabrication is the complete manufacturing workflow from design through installation
- Fabrication can be completed without welding using cutting, bending, and mechanical fastening alone
- The four most common welding processes — MIG, TIG, Flux-Cored, and Stick — serve different materials and environments
- Quality fabrication requires documented procedures, certified welders (AWS), and rigorous quality systems (ISO 9001:2015, AS9100D)
- Partnering with a single shop that handles both fabrication and welding in-house reduces lead times and eliminates handoff errors
What Is Metal Fabrication?
Metal fabrication is the complete, end-to-end process of transforming raw metal stock into a finished product. It encompasses design, cutting, forming, assembly, finishing, and installation—not just one joining technique.
The Three Main Categories of Metal Fabrication
Fabrication work generally falls into three categories, each serving a distinct application:
- Industrial — Parts built into other machinery: custom brackets, machine guards, and precision components for robotics or automated systems
- Structural — Components that carry load in buildings and infrastructure: I-beams, trusses, and steel assemblies for construction and heavy industrial applications
- Commercial — Finished goods for end-use sectors such as food-grade packaging equipment, pharmaceutical hardware, or agricultural machinery
Understanding which category a project falls into shapes every downstream decision — from material selection to finishing requirements.
Materials and Fabrication Methods
Metal fabricators work with diverse materials, each requiring specific fabrication methods:
- Flat sheet metal – typically cut with laser or plasma, then bent or formed
- Plate metal – thicker stock requiring heavy-duty cutting and machining
- Tubing and pipe – formed, bent, and welded for structural or fluid-handling applications
- Castings – machined and finished to final specifications
- Formed metals – pre-shaped components requiring secondary operations
Thicker materials demand different cutting technologies. Alloy composition also influences which weld process and filler material are appropriate — a choice that can affect joint strength, corrosion resistance, and compliance with industry standards like AS9100D.
Common Fabrication Techniques and Tools
Metal fabrication involves multiple processes, each requiring specialized equipment:
- Cutting: Laser cutters, shears, plasma cutters
- Bending: Press brakes
- Stamping: Mechanical or hydraulic presses
- Punching: Punch and die equipment
- Machining: CNC machines, lathes
- Finishing: Powder coating, painting, plating
Welding appears as one step among many here. In a complete fabrication workflow, it typically follows cutting and forming, and precedes finishing — which is exactly the distinction this guide examines.
What Is Welding? The 4 Main Types Explained
Welding is a fabrication sub-process in which two or more metal pieces are permanently joined using concentrated heat, pressure, or both—often with a filler material deposited at the joint. The American Welding Society (AWS) defines welding as a process used to join metals, broadly categorized into fusion and solid-state methods.
Fusion welding melts the base metals together at the joint, often adding filler material. This includes common arc welding methods like MIG, TIG, and Stick.
Solid-state welding joins base materials without reaching melting point temperatures and without brazing filler materials. Examples include friction stir welding (FSW) and diffusion welding, used in aerospace or advanced manufacturing where melting would compromise material properties.
All four processes below fall under fusion-based arc welding—the category most fabricators encounter in structural, industrial, and precision work.
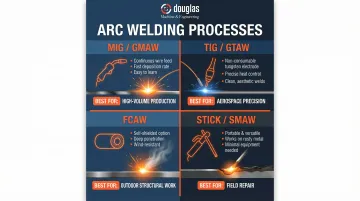
The 4 Most Common Welding Processes
MIG (GMAW – Gas Metal Arc Welding):A consumable wire electrode is continuously fed through the gun, creating an arc that melts both wire and base metal. MIG uses an externally supplied shielding gas (argon/CO2 mix) to protect the weld pool. It's fast, efficient, and ideal for thicker materials and high-volume production environments on carbon steel, stainless steel, and aluminum.
TIG (GTAW – Gas Tungsten Arc Welding):A non-consumable tungsten electrode generates the arc while a separate filler rod is hand-fed. TIG uses inert gas shielding (usually argon) and produces high-quality, precise welds. It's preferred for thin materials, stainless steel, and aerospace-grade applications where appearance and weld integrity matter more than deposition speed.
Flux-Cored Arc Welding (FCAW):A tubular, continuously fed electrode filled with flux allows welding in outdoor or windy environments where shielding gas would be disrupted. FCAW can be self-shielded or gas-shielded, making it versatile for heavy-duty, high-deposition applications on thick structural steel.
Stick (SMAW – Shielded Metal Arc Welding):A coated consumable electrode supplies both filler and flux — the coating burns to protect the arc and weld pool. Stick welding is one of the most versatile processes, effective across many metals and field conditions. Its portability makes it a go-to for outdoor construction, maintenance, and field repair where running shielding gas isn't practical.
Key Differences Between Fabrication and Welding
Welding Is Always a Step Within Fabrication—But Fabrication Is Never Just Welding
This simple hierarchy clarifies the relationship: welding is one subprocess within the broader fabrication workflow. Metal fabrication can be completed using no welding at all—for example, a part produced entirely by cutting, bending, and mechanical fastening with rivets or bolts.
Skill Sets: Welders vs. Fabricators
| Welders | Fabricators | |
|---|---|---|
| Core Focus | Heat control, joint preparation, filler selection, technique execution | Design interpretation, material selection, process sequencing, quality inspection |
| Output | Sound, defect-free joints that meet code requirements | Complete assemblies from raw material to finished component |
| Scope | Specialist in thermal joining | Multi-skilled generalist across the full production workflow |
The U.S. Bureau of Labor Statistics distinguishes these roles: Welders, cutters, solderers, and brazers (457,300 employed, $51,000 median pay) are specialists in thermal joining. Miscellaneous assemblers and fabricators (1.47 million employed) are multi-skilled generalists who read schematics, align components, and conduct quality checks across the fabrication process.
Outcomes: Joints vs. Complete Assemblies
Welding produces a joint between two or more pieces. Fabrication produces a complete, finished component or assembly ready for its intended use—which may include multiple welds plus cutting, forming, machining, and coating.
Collaboration and Integration
On most industrial projects, welders and fabricators work in tandem—or a single skilled professional fills both roles. Choosing a partner who handles both in-house eliminates handoff errors, reduces lead time, and keeps quality control unified from raw material through finished assembly.
For aerospace, defense, and industrial buyers where traceability matters, certifications are a non-negotiable filter. DM&E carries AWS-certified welders alongside ISO 9001:2015 and AS9100D certification, providing the documented process controls that regulated industries require.
The Metal Fabrication Process: From Design to Finishing
Design Phase
Every fabrication project starts with design—either hand-drawn diagrams for simple work or CAD software for complex, multi-part assemblies. Modern shops integrate CAD and CAM to drive CNC equipment, with 46.4% of job shops citing quoting/estimating software as a top priority, followed by scheduling (34.1%) and CAD (29.8%).
Working prototypes are commonly built to validate form, fit, and function before production begins. Prototyping allows engineers to tackle technical challenges like heat management and surface imperfections early, preventing expensive rework during full production.
Forming and Assembly
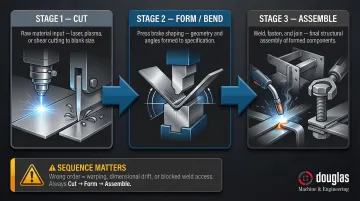
Fabrication follows a strict sequence—and the order of operations matters. Experienced fabricators plan each step carefully to minimize distortion and rework:
- Cut raw material to shape
- Form or bend to the required geometry
- Assemble through welding and/or mechanical fastening
Sequencing mistakes are costly. Welding thin materials before bending, for instance, can introduce warping that makes subsequent forming impossible—while bending first may block weld access entirely.
Finishing and Installation
The final steps—surface treatment (powder coating, plating, painting), quality inspection, and professional installation—are as critical as any earlier step.
Large or complex fabrications often require trained technicians for final installation. Teams build routine maintenance planning into the project scope to ensure long-term performance. DM&E handles powder coating in-house and coordinates outsourced processes—plating and heat treatment—through qualified suppliers, keeping quality control intact across the full workflow from concept through installation.
Best Practices for Fabrication and Welding Projects
Material Selection and Joint Design
Matching the base metal to the appropriate welding process and filler material is foundational. Poor joint design—wrong fit-up gap, incorrect bevel angle, or mismatched coefficients of thermal expansion—leads to weld defects regardless of the welder's skill.
Consult with engineers early in the design phase to ensure joint design supports the intended welding process and material combination.
Pre-Weld Preparation
Surfaces must be clean, free of mill scale, rust, oil, and moisture before welding begins. AWS D1.1 Structural Welding Code mandates that surfaces to be welded must be smooth, uniform, and free from tears, cracks, loose scale, slag, rust, moisture, and grease.
Tacking pieces in correct alignment before full welding reduces distortion. Pre-heat requirements vary by metal type and thickness—skipping pre-heat on thick or high-alloy materials is a leading cause of cracking, primarily through diffusible hydrogen buildup.
Controlling Heat Input and Distortion
Excessive heat causes warping, residual stress, and degraded mechanical properties in thin materials and close-tolerance assemblies.
Mitigation techniques include:
- Backstep welding: short segments welded in reverse order to distribute heat evenly
- Alternating sides on symmetrical joints to equalize shrinkage forces
- Fixturing parts before welding to mechanically resist distortion
- Post-weld heat treatment to relieve residual stresses in critical assemblies

Avoid overwelding, use intermittent welding where possible, and minimize the number of weld passes to control distortion.
Quality Assurance and Certification
Aerospace, defense, pharmaceutical, and food-grade applications all require compliance with recognized welding and quality standards.
Key standards include:
- AWS welder certification: confirms a welder has produced welds meeting prescribed procedural standards
- ISO 9001:2015: globally recognized quality management framework covering process control and documentation
- AS9100D: builds on ISO 9001 with added requirements specific to aviation, space, and defense programs
A TWI industry survey found that average weld repair rates in oil & gas and power sectors range from 1% to 3%, but peak rates can reach 25%—and in difficult-to-access areas, as high as 55%. The economic cost of fracture failures, many originating from weld defects, has been estimated at roughly 4% of U.S. Gross National Product.
Those numbers make certification more than a paperwork exercise. DM&E's AWS-certified welders and ISO 9001:2015/AS9100D certification mean every weld is produced to a documented procedure, with traceability built in from the first pass.
What to Look for in a Fabrication and Welding Partner
Certifications and Documented Quality Systems
Verify a shop holds current AWS welder certifications, ISO 9001:2015, and—for aerospace and defense work—AS9100D. Request documentation of Weld Procedure Specifications (WPS) and Welder Qualification Records (WQR) before committing to a supplier.
A Welding Procedure Specification (WPS) provides required welding variables for a specific application to ensure repeatability. A Welder Performance Qualification Record (WPQR) documents that a specific welder has demonstrated the ability to produce a sound weld according to a WPS.
In-House Capabilities and Project Management
Certifications confirm a shop can meet quality standards — in-house capabilities determine whether they can maintain that quality from start to finish without handing off accountability to other vendors.
Partnering with a single shop that handles design, fabrication, welding, finishing, and installation under one roof delivers real operational advantages:
- Reduces transportation costs by consolidating moves between vendors
- Eliminates the overhead of managing multiple purchase orders
- Keeps quality accountability in one place throughout the project lifecycle
DM&E operates this way by design. CNC machining, AWS-certified welding, and powder coating are handled in-house, while processes like plating and heat treatment are coordinated through vetted suppliers — all under unified project management from concept through installation.

Frequently Asked Questions
What is welding and fabrication?
Metal fabrication is the end-to-end process of building a metal product — design, cutting, forming, welding, assembly, and finishing. Welding is one specific joining technique within that broader process, permanently joining metal pieces using heat, pressure, or both.
What are the 4 types of welding?
The four most commonly used welding processes are MIG (GMAW), TIG (GTAW), Flux-Cored Arc Welding (FCAW), and Stick (SMAW). Selection depends on the base material, joint requirements, production environment, and quality specifications.
Is welding always part of fabrication?
No. Welding is a common step in fabrication but not always required. Some fabricated parts are completed entirely through cutting, bending, and mechanical fastening (rivets, bolts, screws) with no welding involved.
What certifications should a welding and fabrication shop have?
The key credentials are AWS welder certification (individual qualification), ISO 9001:2015 (quality management), and AS9100D (aerospace and defense). Together, these ensure documented procedures, traceability, and consistent output quality.
What materials are commonly used in metal fabrication?
Common materials include carbon steel, stainless steel, aluminum, and specialty alloys such as titanium, Inconel, and Hastelloy. Each alloy demands specific filler materials, shielding gases, and heat control — which directly shapes both the fabrication method and welding process used.
Can one shop handle both fabrication and welding?
Yes. Many precision manufacturers offer integrated fabrication and welding under one roof. For buyers, that means fewer handoffs, unified quality control, shorter lead times, and one accountable partner from design through final installation.