Introduction
Specify the wrong process on a drawing, and you can easily double or quadruple your part costs — before a single chip hits the floor. In aerospace, defense, and other precision-driven industries, mismatches between design intent and manufacturing method lead to blown tolerances, costly rework, and delayed deliveries.
The root cause is often simple: metal machining and metal fabrication get treated as interchangeable terms, even by experienced buyers and project managers. They're not. Each describes a distinct approach with different tools, material inputs, and tolerance capabilities.
This article breaks down how each process works, where they're best applied, and how to choose the right one for your next project — so you're not paying precision-machining rates for a part that only needed a weld.
TLDR
- Machining is subtractive: Material is cut away from solid stock to achieve tight tolerances and precision shapes
- Fabrication is forming and joining: Sheet or structural metal gets shaped — bent, welded, stamped, or cut — into structural assemblies
- Machining excels at precision: Tolerances of ±0.001" to ±0.005" for complex geometries
- Fabrication excels at scale: High-speed production of structural components at lower per-part costs
- Most complex projects need both: Fabrication builds the structure; machining refines critical features
What is Metal Machining?
Metal machining is a subtractive manufacturing process: starting with a solid block, billet, rod, or casting, material is progressively removed using cutting tools to achieve the desired shape, dimension, and surface finish. This process is critical in precision-focused sectors like aerospace, defense, and industrial equipment manufacturing where dimensional accuracy is non-negotiable.
Primary Machining Methods
Three core techniques cover most CNC machining work:
- Turning: Uses a lathe to remove material from rotating cylindrical workpieces—ideal for shafts, bushings, and round components
- Milling: Employs multi-point rotary cutters to create complex surfaces, contours, and 3D shapes
- Drilling: Creates precise holes for fasteners, alignment pins, or fluid passages using rotary end-cutting tools
CNC-controlled versions of each method deliver consistent, repeatable accuracy at scale, eliminating human variation and ensuring parts meet exacting specifications batch after batch.
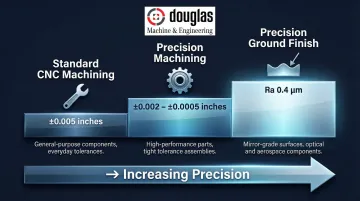
The Precision Advantage
The key operational benefit of machining is its ability to achieve extremely tight tolerances and fine surface finishes that other processes cannot match. Standard CNC machining typically achieves tolerances of ±0.005 inches, while precision machining can hold ±0.002 inches to ±0.0005 inches on critical features like reamed holes or bearing fits. Surface finishes range from standard as-machined Ra 3.2 µm down to precision-ground Ra 0.4 µm.
This precision matters most for components that must fit perfectly within mechanical assemblies, bear loads under stress, or satisfy aerospace and defense specifications like AS9100D. DM&E's expanded CNC Production Shop holds tolerances from ±.005 to ±.0005 inches on components up to 20,000 lbs — a range that covers everything from standard production runs to the most demanding aerospace parts.
The Trade-Off
Machining is more time-intensive and material-intensive than fabrication. Tightening tolerances beyond ±0.02mm can multiply total part costs by 2x to 4x due to reduced feed rates, specialized tooling, and 100% CMM inspection requirements. This makes machining the right call for lower-to-medium volumes where precision matters more than throughput speed.
Use Cases of Metal Machining
Machining is the right process when parts require:
- Shafts, bushings, and gears with precise diameters and concentricity
- Valve bodies with tight internal passages and sealing surfaces
- Bearing housings with exact bore diameters and surface finishes
- Threaded fittings requiring specific pitch and class tolerances
- Aerospace and defense components meeting AS9100D specifications
- Pharmaceutical or food-grade parts with sanitary surface finish requirements
Machining is frequently used as a secondary refinement step—applied after fabrication to add threaded holes, flatten mating surfaces, or achieve tolerances the fabrication process alone cannot deliver. This hybrid approach optimizes both cost and quality.
What is Metal Fabrication?
Metal fabrication is a broad set of forming and joining processes applied to sheet metal, structural steel, or plate to create finished parts or assemblies. Unlike machining, the raw material is a flat sheet or structural profile, not a solid block—and the goal is forming and assembling rather than cutting away material.
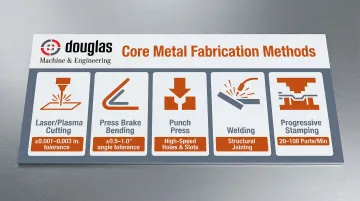
Core Fabrication Techniques
Five primary methods cover most fabrication work:
- Laser cutting, shearing, and plasma cutting separate sheet metal into precise 2D profiles — fiber lasers hold tolerances of ±0.001 to ±0.003 inches on thin to medium sheets
- Press brakes form V-shapes, U-channels, and complex angles with typical angle tolerances of ±0.5 to ±1.0 degree
- Punch presses create holes, slots, and louvers at high speeds
- Welding fuses parts into unified assemblies using heat — the structural backbone of most fabricated components
- Progressive stamping forms repeatable shapes at 20 to 100 parts per minute for high-volume runs
Operational Benefits
Fabrication is generally faster and more cost-efficient for structural components, especially at medium-to-high volumes. Progressive stamping, laser cutting, and automated press brakes allow for high throughput, making fabrication the preferred process for frames, enclosures, housings, brackets, and structural assemblies. Stamping becomes highly economical at volumes of 5,000 to 10,000 parts annually, amortizing tooling costs across large production runs.
Nesting software further optimizes material usage, reducing sheet metal waste significantly. Subtractive machining from solid blocks, by contrast, can generate substantial scrap — especially on complex parts where most of the raw material is removed.
Quality Benchmarks
Powder coating and protective surface finishing complete fabricated parts and guard against corrosion and wear. On the structural side, AWS-certified welding — governed by codes like AWS D1.1 — ensures weld integrity across aerospace, defense, and industrial applications.
DM&E employs AWS-certified welders and holds ISO 9001:2015 and AS9100D certifications, so fabricated assemblies meet the quality requirements of aerospace and defense programs.
Use Cases of Metal Fabrication
Fabrication dominates when projects require:
- Enclosures and housings for industrial equipment
- Frames and chassis for machinery and vehicles
- Brackets and mounting plates for structural support
- Panels and guards for safety and access control
- Agricultural equipment structures built from heavy plate and tubing
- Food-grade stainless assemblies for pharmaceutical and packaging applications
- Construction components requiring structural strength and durability
Fabrication often represents the first major production step: establishing a part's physical form and structure, with secondary machining added later to refine precision features where tolerances demand it.
Metal Machining vs. Metal Fabrication: Key Differences
| Dimension | CNC Machining | Metal Fabrication |
|---|---|---|
| Primary Method | Subtractive—material removal from solid stock | Forming and joining—cutting, bending, welding sheet/plate |
| Raw Material Form | Solid blocks, billets, bars, castings | Flat sheet metal, plate, structural profiles |
| Equipment Used | CNC mills, lathes, drills, grinders | Press brakes, laser cutters, welders, stamping presses |
| Tolerance & Precision | Extremely tight (±0.001" to ±0.005") | Practical structural tolerances (±0.005" to ±0.030") |
| Best-Fit Products | Shafts, gears, valve bodies, precision fittings | Frames, enclosures, brackets, structural assemblies |
| Production Efficiency | Time-intensive, lower volume, higher per-part cost | High throughput, scalable volume, lower per-part cost |
Design Approach Differences
Machining is driven by precise CAD/CAM toolpaths where every cut is engineered to specification. Programmers use software like PTC Creo, CATIA, and FeatureCAM to generate exact cutting paths that CNC machines follow with micron-level accuracy.
Fabrication relies on CAD for forming geometry but places greater emphasis on the fabricator's judgment in manipulating and joining material. That judgment — applied by welders, press brake operators, and assembly technicians — is what translates drawings into parts with the right structural integrity and fit.
Cost Drivers
Machining costs are driven by:
- Machine cycle time and setup complexity
- Tool wear and replacement frequency
- Tolerance tightness (tighter = exponentially more expensive)
- Material waste (buy-to-fly ratio)
Fabrication follows a different cost model, shaped largely by material decisions and process complexity.
Fabrication costs are driven by:
- Material gauge and utilization (nesting efficiency)
- Number of bends, punches, or welds
- Cutting complexity and path optimization
- Finishing requirements (coating, plating, heat treatment)
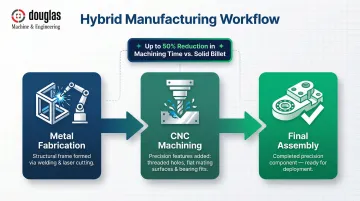
Hybrid Workflows: When Both Work Together
Understanding where each process excels points to a practical conclusion: the strongest approach often uses both. Fabrication creates the structural foundation; machining refines it — adding threaded holes, ensuring flatness on mating surfaces, or hitting tight alignment tolerances. Hybrid workflows that fabricate a structural frame and subsequently CNC machine only the critical mounting points can reduce overall machining time by 50% compared to machining from solid billet.
This hybrid approach is common in aerospace, defense, and industrial equipment manufacturing. DM&E manages both processes under one roof — eliminating vendor handoffs, reducing transportation costs, and keeping quality control consistent across the entire production sequence.
Which Process Does Your Project Need?
Clear Situational Guidance
Choose machining when:
- The part requires tight tolerances (±0.001" to ±0.005")
- Complex geometry must be created from solid stock
- Precision features like threaded bores, bearing fits, or seal surfaces are critical
- Aerospace and defense components require AS9100D compliance
- Material is thick or requires internal features impossible to form
Choose fabrication when:
- The part is structural and made from sheet or plate
- Forming and welding are the primary manufacturing operations
- Production volume is medium to high (1,000+ units)
- Cost efficiency and throughput are priorities
- Applications include agricultural equipment, industrial enclosures, food-grade assemblies, or construction hardware
When Both Are Needed Together
Many projects fall outside either category cleanly. Most complex assemblies combine a fabricated structural shell with machined precision details — and splitting that work across vendors introduces handoff risk, added transportation costs, and fragmented quality control. Working with a partner who handles both processes keeps accountability in one place.
DM&E provides both CNC machining — including their newly expanded CNC Production Shop — and metal fabrication with AWS-certified welders under one project management structure. The company holds ISO 9001:2015 and AS9100D certification and manages programs from concept through installation for aerospace, defense, agricultural, robotics, and industrial customers.
Conclusion
Machining and fabrication are not competing alternatives—they are complementary tools in a manufacturer's process arsenal. The decision comes down to material form, required precision, production volume, and whether the priority is structural strength or exacting dimensional accuracy.
Choosing the right process — or the right partner to manage both — directly affects:
- Part quality and dimensional accuracy across tolerances
- Project lead time from design through delivery
- Cost efficiency relative to volume and material requirements
- Compliance with industry standards in aerospace, defense, and other regulated sectors
For complex programs that require both processes, working with a single manufacturer who handles machining, fabrication, and project coordination in-house eliminates hand-off delays and keeps quality control consistent from concept through installation.
Frequently Asked Questions
What is the difference between metal fabrication and machining?
Machining removes material from a solid block to achieve precision shapes and tight tolerances, while fabrication forms and joins sheet or structural metal through bending, cutting, and welding. Each suits different part types and production requirements.
What's the difference between a machinist and a fabricator?
A machinist operates precision cutting equipment (mills, lathes, drills) to remove material from solid stock with tight tolerances. A fabricator works with sheet or structural metal using press brakes, welders, and laser cutters to form and assemble structural components.
What is a metal fabrication machine?
Common fabrication machines include press brakes, laser cutters, punch presses, welding machines, and stamping presses — each handling forming, profiling, or joining tasks. These differ from machining equipment such as CNC mills, lathes, and grinders, which remove material from solid stock.
What skills are needed for fabrication?
Metal fabricators need proficiency in several areas:
- Reading and interpreting engineering drawings
- Operating forming and cutting equipment (press brakes, laser cutters)
- Welding to AWS certification standards
- Understanding material properties like grain direction and heat behavior
Can a project require both machining and fabrication?
Yes. Many production projects use both — a fabricated steel enclosure or frame, for example, may require machined mounting holes, threaded features, or precision-flat mating surfaces. A single-source partner managing both processes eliminates handoff risk and keeps quality accountability in one place.
Which process is more cost-effective?
Fabrication is generally more cost-efficient for structural and sheet metal components at volume, while machining carries higher per-part cost due to machine time and tool wear. When tolerances or geometry demand it, machining is non-negotiable — and for complex parts, combining both processes typically delivers the best cost-to-quality outcome.