Introduction
A prematurely corroded structural beam, a food-grade component that fails inspection, an aerospace part rejected for coating non-compliance — each of these failures triggers project delays, warranty claims, and expensive rework. In most cases, the root cause traces back to coating selection that was treated as an afterthought rather than a design decision. Coating specification is as consequential as material selection itself.
According to the 2016 AMPP/NACE IMPACT study, global corrosion costs reach $2.5 trillion annually—equivalent to 3.4% of global GDP. The study estimates that 15-35% of these costs, representing $375-$875 billion, are entirely preventable through proper coating and corrosion control practices. Skipping or mis-specifying a coating isn't just a technical error—it's a costly business decision with measurable consequences.
This guide gives engineers, project managers, and procurement professionals a practical framework for getting that decision right. You'll find a breakdown of major coating types, how each process works, and a selection framework covering environment, substrate compatibility, performance requirements, regulatory compliance, and lifecycle cost — whether you're specifying for aerospace, agricultural equipment, food-grade packaging, or industrial machinery.
TLDR:
- Metal coatings prevent $375-$875 billion in annual corrosion losses globally when properly specified
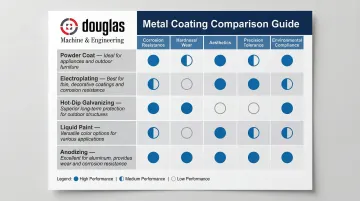
- Five coating types cover most applications: metallic, powder, liquid paint, electroplating, and anodizing — each with distinct protection mechanisms
- Selection depends on five factors: operating environment, substrate compatibility, performance requirements, regulatory compliance, and lifecycle cost
- Premium coatings cost more upfront but extend service life dramatically—hot-dip galvanizing lasts 70+ years in industrial atmospheres with zero maintenance
- Surface preparation is non-negotiable—it's the most common cause of premature coating failure
What Is Metal Coating and Why Does It Matter?
Metal coating is the application of a thin protective or functional layer to a metal substrate. These coatings fall into two broad categories: organic coatings (paint, powder) and inorganic coatings (metallic, anodized, plated). Coatings change the surface properties of the base metal—corrosion resistance, hardness, conductivity, friction—without altering its structural makeup or load-bearing capacity.
Core functions coatings serve:
- Corrosion and oxidation prevention in atmospheric, chemical, or marine environments
- Wear and abrasion resistance for high-contact or high-cycle applications
- Reduced friction between moving parts in mechanical assemblies
- Enhanced electrical conductivity or insulation depending on coating type
- Improved aesthetics through color, texture, and finish uniformity
- Compliance with industry-specific standards for hygiene, safety, or performance
The economic impact of coating failures is substantial. The U.S. Federal Highway Administration estimated that metallic corrosion cost the United States $276 billion annually (3.1% of 1998 GDP), with infrastructure, utilities, and manufacturing sectors bearing the largest burden. By applying available corrosion control practices—including proper protective coatings—savings of 15% to 35% are achievable, translating to hundreds of billions in preventable losses.
The consequences play out at the part level. A corroded structural beam requires replacement and unplanned downtime. A rejected aerospace component triggers non-conformance reports and delays delivery. A food-grade surface that harbors bacteria fails FDA inspection and halts production. Getting the coating specification right from the start is far less expensive than correcting failures after the fact.
Types of Metal Coatings: A Breakdown
Metallic Coatings (Zinc, Aluminum, and Plated Metals)
Metallic coatings provide sacrificial or barrier protection by applying a thin layer of metal to the substrate. Zinc coatings (galvanizing) are the most common metallic coating for carbon steel. Zinc acts as a sacrificial anode: when zinc and steel are connected in the presence of moisture, a galvanic cell forms. Because zinc has a more negative electrochemical potential than steel, it corrodes preferentially, sacrificing itself to stop oxidation reactions on the underlying steel.
Aluminum coatings (aluminized steel) are preferred in high-temperature or soft-water environments. Aluminum forms a protective aluminum oxide film that provides 3.5 times longer service life than galvanized coatings in culvert applications with turbulent water or high temperatures where zinc's mineral scale cannot develop properly.
Electroplated metals (nickel, chrome, gold, copper) are applied in thin, precise layers when dimensional tolerances are tight and functional performance — electrical conductivity or surface hardness — is critical. These are covered in detail in the Electroplating section below.
In 2024, steel held an 87.4% market share in hot-dip galvanizing due to its widespread use in construction, automotive, and infrastructure projects, underscoring zinc's dominance as a corrosion protection method for structural applications.
Powder Coating
Powder coating applies a dry polymer powder electrostatically to a grounded metal part, which is then cured in an oven. The heat triggers a chemical reaction that forms a hard, smooth, durable finish. Key advantages include high durability, scratch and chip resistance, and a wide range of color and finish options suitable for industrial, consumer, and heavy-duty applications.
Environmental and efficiency benefits:
- Powder coatings emit negligible VOCs—98.4% lower than conventional solvent-based coatings
- Unused powder (overspray) is recaptured and reused, achieving 95-97% recovery efficiency in controlled systems
- Minimal waste generation compared to liquid paint systems
Common thermoset powder formulations include epoxy, polyester, polyurethane, nylon, and metallic finishes — each selected based on the end-use environment and required mechanical properties. Surface preparation (abrasive blasting, chemical pretreatment) is critical to adhesion quality regardless of which formulation is used.
Liquid and Industrial Paint Coatings
Liquid coatings include epoxy, polyurethane, and moisture-cure urethane systems. These coatings excel on complex geometries where powder coating may not provide uniform coverage, and they allow for faster color changes and lower cure temperatures. Specialty finishes such as Teflon (PTFE), CARC (Chemical Agent Resistant Coating), and high-visibility safety coatings are typically applied as liquid systems.
Three-coat systems (primer, mid-coat, topcoat) are standard for structural protection in industrial and marine environments. The primer provides adhesion and corrosion resistance, the mid-coat builds thickness and barrier protection, and the topcoat delivers UV resistance and aesthetic finish. This layered approach extends service life significantly compared to single-coat applications.
Liquid coatings offer flexibility in application method (spray, brush, roller) and are well-suited for field application, repair work, and large structures that cannot be transported to a coating facility.
Electroplating and Electroless Plating
Electroplating uses electric current to deposit a thin metallic layer (nickel, chrome, gold, copper) onto a conductive substrate. Thickness tolerances are tight — typically 0.0001" to 0.003" — making this the preferred process when precision dimensions and surface properties must be held simultaneously.
Electroless plating achieves more uniform coverage through a chemical bath rather than electrical current. This method is better suited for complex or recessed surfaces where electroplating may produce uneven thickness. Electroless nickel, for example, provides excellent wear resistance and corrosion protection on intricate geometries such as valve bodies, fasteners, and internal passages.
Both processes are precision operations requiring careful control of bath chemistry, temperature, and deposition time to meet specification requirements.
Anodizing
Anodizing is an electrochemical process that converts the aluminum surface into an integrated aluminum oxide layer. Unlike applied coatings that sit on top of the substrate, anodized aluminum oxide originates from the substrate itself and is fully integrated with the underlying metal — meaning it cannot chip or peel.
Hardness and thickness comparison:
| Anodize Type | Specification | Typical Thickness | Typical Hardness |
|---|---|---|---|
| Type II (Conventional) | MIL-A-8625 Type II | 5-25 µm (0.0002"-0.001") | 300-400 HV (30-45 HRC) |
| Type III (Hardcoat) | MIL-A-8625 Type III | 25-100 µm (0.001"-0.004") | 600-700 HV (60-70 HRC) |
Type III hardcoat anodizing transforms soft aluminum into a wear surface that rivals tool steel, making it highly abrasion-resistant for aerospace, architectural, and marine applications. The porous oxide structure can also accept dyes or sealing treatments for color or enhanced corrosion resistance.
Common Metal Coating Application Processes
Hot-Dip Galvanizing
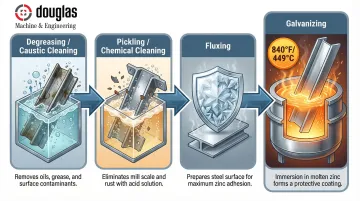
Hot-dip galvanizing immerses steel in molten zinc at approximately 840°F (449°C), forming a zinc-iron alloy bond of uniform thickness. The process follows a strict surface preparation sequence:
- Degreasing/Caustic Cleaning – Removes organic contaminants (dirt, grease, oil)
- Pickling/Chemical Cleaning – Removes mill scale and iron oxides (rust) using dilute sulfuric or hydrochloric acid
- Fluxing – Applies zinc ammonium chloride to remove remaining oxides and prevent oxidation before immersion
- Galvanizing – Steel is submerged in molten zinc bath (minimum 98% pure zinc per ASTM B6)
For structural steel 1/4-inch thick or greater, ASTM A123 requires a minimum average coating thickness of 3.9 mils (100 µm), though actual averages often reach 5.0 mils. This process works best for structural steel, outdoor infrastructure, and large fabricated assemblies where long-term corrosion protection is the primary goal.
Thermal Spraying
Thermal spraying heats coating material (wire or powder) and propels it onto the substrate at high velocity. Four main subtypes exist:
- Flame Spray – Uses combustible gas (acetylene, propane) to melt wire or powder
- Electric Arc Spray – Forms an arc between two oppositely charged metallic wires
- Plasma Spray – Uses ionized gas plasma (up to 16,000 K) to melt powder
- HVOF (High-Velocity Oxy-Fuel) – Propels particles at supersonic speeds (Mach 4-5) for dense, thick coatings
HVOF produces thicker coatings (up to 500 mils) with less residual stress and superior bond strength compared to other methods. It's extensively used for high-wear and high-temperature applications including severe service ball valves, gas turbine blades (up to 1200°C), and industrial rolls in steel and paper industries.
Thermal spray is also a proven repair method for worn components, allowing restoration of dimensional tolerances without replacing expensive parts.
Electroplating and E-Coating
Electroplating uses DC current to deposit a precise metallic layer onto a conductive substrate. Thickness tolerances are tight (0.0001" to 0.003"), making it the right choice for precision components requiring specific hardness, conductivity, or wear resistance.
E-coating (electrophoretic deposition) submerges the part in a bath of oppositely charged paint particles (80-90% deionized water, 10-20% paint solids). The paint is drawn to the metal by electrical attraction, forming an even, continuous film. Once the coating reaches the desired thickness, it insulates the part and stops further deposition.
E-coating provides highly uniform coverage, including recessed areas, internal surfaces, and weldments that conventional spray methods cannot reach. Cathodic epoxy e-coat is the benchmark primer in the automotive industry, used on virtually all modern automobile bodies for superior adhesion and corrosion protection.
Powder Coating Application
An electrostatic gun charges dry powder and adheres it to a grounded metal part. The coated part is cured in an oven, triggering a chemical reaction that forms a hard, smooth finish. The process produces minimal waste—unused powder is recaptured and reused—and no VOC emissions.
DM&E's in-house powder coating capability integrates directly with fabrication and machining operations, which means surface prep, coating, and quality inspection stay under one roof. The facility includes a blasting booth for surface preparation, ensuring proper defect removal and coating adhesion before any powder is applied. This integrated approach places quality control entirely in DM&E's hands, from raw material through final finish.

Why Surface Preparation Determines Coating Performance
No coating system performs better than the surface beneath it. Degreasing, abrasive blasting, or chemical pickling must be completed before application — skipping any step is the most common cause of premature failure, resulting in blistering, delamination, and accelerated corrosion.
How to Select the Right Metal Coating
Factor 1 — Operating Environment
Identify the exposure conditions the coated part will face: outdoor UV and moisture, chemical splash, saltwater, elevated temperatures, or repeated mechanical contact. ISO 12944-2 defines six corrosivity categories to guide coating selection:
| Category | Corrosivity | Typical Environment |
|---|---|---|
| C1 | Very Low | Heated buildings (offices, schools) |
| C2 | Low | Rural areas, low pollution |
| C3 | Medium | Urban/industrial, moderate SO₂, low salinity |
| C4 | High | Industrial areas, coastal areas with moderate salinity |
| C5 | Very High | High humidity industrial, coastal with high salinity |
| CX | Extreme | Offshore, extreme industrial humidity |
Match coating to environment:
- Hot-dip galvanizing for outdoor steel structures (C3-C5)
- HVOF for high-temperature industrial parts (>1000°C)
- Anodizing for marine aluminum (C5)
- Industrial powder coat for UV and moisture exposure (C3-C4)
Factor 2 — Substrate Material Compatibility
Confirm substrate compatibility before specifying a coating. Adhesion failures and galvanic corrosion are avoidable problems — but only if the coating and base metal are matched correctly from the start.
Common compatibility issues:
- Aluminum cannot be hot-dip galvanized
- Stainless steel requires specialized pre-treatment for powder coating
- Dissimilar metals in contact can create galvanic cells and accelerate corrosion
Factor 3 — Performance Requirements
Your coating choice should follow the primary functional goal — whether that's corrosion resistance, lubricity, hardness, electrical conductivity, a non-stick surface, or aesthetic uniformity.
Quick comparison:
- Powder coat – Durability, aesthetics, UV resistance, low VOC
- Electroplating – Conductivity, hardness, precision thickness
- Galvanizing – Sacrificial corrosion protection, long service life
- Paint – Flexibility, complex surfaces, field application
- Anodizing – Integrated oxide layer, cannot chip or peel
Factor 4 — Regulatory and Certification Requirements
Aerospace applications require coatings compliant with AS9100D-level traceability. AS9100D Clause 8.5.2 mandates strict identification and traceability of outputs, requiring organizations to retain documented information to trace parts, processes, and materials throughout the product's lifecycle.
Industry-specific requirements:
- Food-grade and pharmaceutical – FDA 21 CFR 175.300 and NSF/ANSI 51 compliance for non-porous, non-toxic coatings
- Military components – CARC coatings per MIL-DTL-53072
- Architectural products – AAMA/FGIA standards (2603, 2604, 2605) for weathering and salt spray resistance
Check compliance requirements at the specification stage — before prototyping, not after first article inspection.
Factor 5 — Lifecycle Cost vs. Initial Investment
Higher-performance coatings carry higher upfront cost but extend service life and reduce maintenance cycles. SSPC-TU 9 lifecycle data demonstrates that while inorganic zinc systems cost twice as much initially as alkyd systems ($12.38/m² vs. $6.24/m²), their extended 15-year maintenance interval reduces 50-year total ownership costs ($58.88/m² vs. $64.15/m²).
Maintenance interval comparison:
A 60-year lifecycle assessment by the Technical University of Berlin compared hot-dip galvanized steel to painted steel in a C3 environment. The 3-coat paint system (240 µm) required major maintenance at years 20 and 40. The HDG steel (corroding at 1.0 µm/year) required zero maintenance over the entire 60-year lifespan, resulting in lower economic and environmental costs.
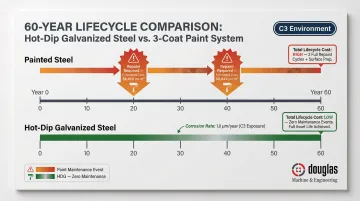
ROI benchmark: Premium coatings that double initial cost often triple or quadruple service life, delivering 50-150% ROI over the product lifecycle.
Industry-Specific Coating Considerations
Aerospace and Defense
Parts face extreme temperature ranges, chemical exposure, and strict regulatory traceability requirements. Anodizing, HVOF thermal spray, and CARC coatings are common. AS9100D-certified project management ensures coating specifications are integrated into the broader fabrication and quality plan from concept through delivery — including OEM-approved processor certifications, First Article Inspection, and audit access rights.
HVOF is replacing hard chrome plating in aerospace and defense due to environmental regulations restricting hexavalent chromium. Fatigue testing on 4340 steel shows that while hard chrome causes substantial loss of fatigue strength, HVOF coatings result in essentially no loss of fatigue strength, making them ideal for landing gear and hydraulic actuators.
DM&E coordinates anodizing, HVOF, and CARC through certified supplier partners, maintaining full AS9100 traceability throughout.
Food-Grade, Pharmaceutical, and Agricultural
FDA compliance mandates non-toxic, non-porous, and easy-to-clean surfaces. Epoxy and polyester powder coatings are widely used in NSF/ANSI 51 certified food processing equipment, resisting corrosion and heat (rated for continuous use up to 212°F) while complying with FDA 21 CFR 175.300. Pharmaceutical environments share these FDA requirements, so the same coating families typically apply.
Agricultural equipment faces outdoor UV exposure and abrasive contact with soil and debris. Galvanizing and durable powder coat are the standard solutions, with OEMs like CNH Industrial and John Deere prioritizing coatings with exceptional UV resistance, gloss retention, and abrasion resistance.
Industrial, Construction, and Robotics
Each of these sectors has distinct wear demands, but all require coatings that hold up under sustained mechanical stress:
- Industrial: High-wear environments rely on electroplating, powder coat, and thermal spray for abrasion resistance
- Construction: Galvanizing remains the preferred choice for structural steel — predictable lifecycle cost, zero maintenance
- Robotics: Components require precise, low-friction coatings to minimize mechanical wear across millions of duty cycles
Cost-efficiency drives decisions in all three sectors, making lifecycle cost analysis essential. DM&E supports these applications by coordinating design, machining, and finishing under a single project plan — reducing transportation costs and keeping quality oversight consolidated.
Frequently Asked Questions
What is the most durable coating for metal?
Durability depends on the application. HVOF thermal spray and industrial powder coat rank among the most durable for abrasion resistance, while hot-dip galvanizing offers long-term corrosion protection for steel structures. Match the coating to your specific exposure conditions — what outperforms in a dry industrial setting may fail quickly in a coastal or chemical environment.
What are the types of metal coating?
The main categories are: metallic coatings (zinc/aluminum/plated metals), powder coating, liquid/paint coatings, electroplating and electroless plating, and anodizing. Each type serves different functional and environmental purposes, from sacrificial corrosion protection to precision hardness and conductivity.
What is the difference between powder coating and electroplating?
Powder coating applies a polymer layer cured by heat—ideal for durability, aesthetics, and low VOC production. Electroplating deposits a thin metallic layer using electric current, better suited for conductivity, hardness, and precision applications where dimensional tolerances are tight.
Which metal coating is best for outdoor or corrosive environments?
Hot-dip galvanizing suits structural steel; anodizing works well for aluminum in marine or architectural settings; epoxy paint or durable powder coat handles equipment exposed to UV, moisture, and chemicals. Coastal and industrial environments (C4–C5 corrosivity) require heavier-performing systems than rural or controlled settings.
Do metal coatings require surface preparation before application?
Yes, surface preparation is mandatory for all coating types. Degreasing, abrasive blasting, or chemical pickling removes contaminants and ensures proper adhesion. Skipping this step is the most common cause of premature coating failure, leading to blistering, delamination, and accelerated corrosion.
How long do metal coatings typically last?
Lifespan depends heavily on coating type, environment, and application quality. Hot-dip galvanized steel (3.9 mils zinc) can last 72-73 years maintenance-free in harsh industrial atmospheres, while industrial powder coatings in C4 environments typically last 15-25 years at 160-240 µm thickness. C5 environments require 200-320 µm for equivalent durability.