Introduction
Walk through any precision machine shop serving aerospace, defense, or agricultural manufacturing, and a lathe is almost certainly running. These machines produce shafts, bushings, couplings, and cylindrical components that appear in nearly every assembled product.
Despite that ubiquity, how a lathe actually works is frequently misunderstood. That gap leads to poor tool selection, incorrect tolerancing, and avoidable part failures.
This guide breaks down what a lathe machine is, how it works through each stage of operation, what its key parts do, and where it fits in modern industrial manufacturing.
TL;DR
- A lathe machine rotates a workpiece on its axis while a stationary cutting tool removes material to shape cylindrical or axially symmetric forms
- Operation follows three stages: workpiece setup, controlled material removal through progressive cutting passes, and final measurement and verification
- Common types include engine lathes, CNC lathes, turret lathes, and toolroom lathes
- Key parts include the bed, headstock, chuck, carriage and cross-slide, tool post, and tailstock
- Turning, facing, boring, threading, and parting are the core operations—critical across aerospace, defense, and industrial manufacturing
What Is a Lathe Machine?
A lathe machine is a machine tool that rotates a workpiece about a central axis while a cutting tool removes material to produce shapes with rotational symmetry. The cutting tool is held stationary or moved along controlled feed paths, shaping the part as it spins. Its core purpose: producing perfectly round, centered, or axially uniform components — shafts, bores, threads, tapers — to tight dimensional tolerances that no other single machine tool matches as efficiently.
Why the Lathe Exists
Lathe machines solve a fundamental manufacturing challenge: creating cylindrical components with precise dimensional control. When a bearing housing requires a shaft with a diameter tolerance of +/-.0005 inches, or when a threaded coupling must mate perfectly with its counterpart, the lathe delivers the rotational symmetry and dimensional accuracy these applications demand.
What a Lathe Is Not
A lathe is not a milling machine. In a mill, the cutting tool rotates against a stationary or linearly moving workpiece. A lathe is the correct tool for cylindrical symmetry, while a mill handles prismatic or non-round features. Mixing up the two leads to incorrect process planning and wasted setup time.
Why Lathes Remain Foundational
Despite CNC advancements, modern CNC turning centers are direct evolutions of the manual lathe's core rotation-plus-feed principle. The mechanism has been automated, not replaced. Understanding the manual lathe is prerequisite to understanding CNC turning, because the physics of material removal remain identical.
Main Types of Lathes
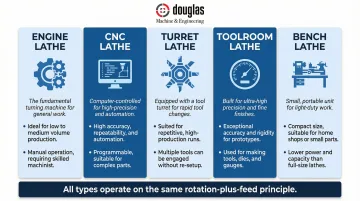
Five main types cover the range of turning work:
- Engine lathes — general-purpose manual machines suited to a wide range of turning operations
- CNC lathes — computer-controlled for repeatable, high-accuracy production runs at micron-level precision
- Turret lathes — multi-tool setups that cut tool change time in high-volume production cycles
- Toolroom lathes — built for extremely tight tolerances when producing fixtures, gauges, and master parts
- Bench lathes — compact units for light-to-medium work where floor space is limited
The rotation-plus-feed principle is identical across all five. What changes is the degree of automation, the achievable accuracy, and the production volume each type is built to handle.
How Does a Lathe Machine Work?
A lathe operates through a defined sequence of stages, with each stage building on the last. Errors at setup propagate through cutting and directly compromise the final part's dimensions and surface condition.
Workpiece Setup and Spindle Activation
The workpiece is secured either clamped in a chuck or supported between centers. 3-jaw chucks hold concentric round stock automatically centering the workpiece, while 4-jaw chucks accommodate irregular shapes and allow manual centering adjustment.
Before the spindle starts, runout must be checked and minimized. Runout — the eccentricity of the workpiece relative to the spindle axis — creates uneven cutting forces, poor surface finish, and dimensional errors if left uncorrected.
Spindle speed selection depends on three factors:
- Material type (harder materials require lower speeds)
- Workpiece diameter (larger diameters require lower RPM to maintain appropriate surface cutting speed)
- Operation being performed (roughing vs. finishing)
In manual lathes, the operator sets speed and feed mechanically using gears or variable drives. CNC lathes pre-program these parameters and execute them automatically, which is what makes CNC turning more consistent and repeatable at volume.
Material Removal
As the rotating workpiece spins, the cutting tool advances along the Z-axis (longitudinal feed, parallel to the spindle) and/or the X-axis (cross-feed, perpendicular to spindle) using the carriage and cross-slide. Material is removed wherever the tool contacts the spinning workpiece surface.
The progression from roughing to finishing cuts is not optional:
- Roughing passes take deeper cuts (0.030" to 0.100" depth) to remove bulk material quickly
- Finishing passes take light cuts (typically 0.002" to 0.010") to bring the part to its final dimension and surface finish
Skipping this progression or rushing the finish cut is a common cause of out-of-tolerance parts.
Tool movement direction determines which feature gets shaped:
- Longitudinal feed produces turning (reducing outer diameter) and boring (enlarging an internal diameter)
- Cross-feed produces facing (squaring an end face)
- Combined or specialized feeds produce threading, grooving, and taper turning
Once those operations are complete, the part moves to verification before it leaves the machine.
Output and Quality Verification
The lathe produces a workpiece shaped to specified dimensions along its rotational axis, with diameters, lengths, surface finishes, and features such as threads or shoulders formed in a controlled sequence of operations.
Output is verified both during and after machining:
- Mid-process measurements with micrometers, calipers, and bore gauges confirm the part is tracking toward spec
- Final verification confirms all dimensions are within tolerance before the part is removed from the machine
A lathe-turned shaft must meet its diameter and runout tolerances precisely to fit and function in a bearing housing or coupling. Dimensional variation at the lathe stage causes fit failures, assembly rework, or field performance issues.
Main Parts of a Lathe Machine
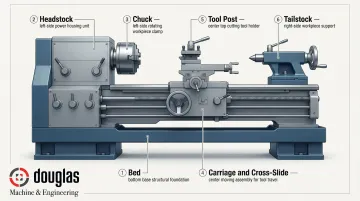
Six components determine what a lathe can do and how accurately it does it:
- Bed — The rigid cast-iron base that aligns every other component. Any flex or vibration here introduces dimensional variation that no amount of operator skill can compensate for.
- Headstock — Houses the spindle, bearings, and drive system. It sets maximum spindle speed and torque capacity.
- Chuck — Clamps the workpiece to the spindle. Worn jaws or incorrect clamping pressure cause slippage and dimensional errors.
- Carriage and cross-slide — Move the cutting tool longitudinally and radially. Backlash or wear in these components directly degrades part quality.
- Tool post — Mounts the cutting tool at the correct height and angle. The tool tip must align with spindle centerline; misalignment causes surface defects or tool damage.
- Tailstock — Supports the far end of long workpieces or holds drilling tooling, preventing deflection under cutting loads. Critical for turning long, slender shafts.
In CNC lathes, servo motors drive the carriage and cross-slide movements instead of manual handwheels, executing G-code programs with micron-level repeatability across high-volume runs.
Where Lathe Machines Are Used
Lathe operations serve as primary material removal in the manufacturing workflow, running before grinding or secondary finishing operations. The output: near-net-shape cylindrical components — shafts, sleeves, bushings, couplings, rollers, fittings, and custom repair or replacement parts.
Lathes perform best under these conditions:
- Operations requiring tight tolerances on round or axially symmetric features
- Materials including carbon steel, stainless steel, aluminum, titanium, brass, and engineering plastics
- Surface finish requirements between 32 and 125 microinches Ra (rougher finishes may require grinding or honing as secondary operations)
Lathe use across critical sectors:
Aerospace and defense applications demand precision shafts and structural fittings held to AS9100D traceability requirements. According to AS9100D Clause 8.5.2, strict identification and traceability is required, including the ability to trace all products manufactured from the same batch of raw material.
Other sectors depend on lathe-turned components just as heavily:
- Industrial and agricultural equipment — rollers, spindles, and drive components
- Robotics and automation — precision motion components with tight dimensional control
- Pharmaceutical and food-grade manufacturing — smooth-surface, close-tolerance parts that meet hygiene and regulatory standards
Across all these sectors, lathe operations need to run within a quality management environment that can verify results. Douglas Machine & Engineering (DM&E), certified to ISO 9001:2015 and AS9100D, integrates lathe turning within a certified manufacturing program built for traceability from order intake through final inspection.
DM&E's CNC lathe operations hold tolerances ranging from +/-.005 to +/-.0005 inches, with CMM analysis used for dimensional verification on critical features.
Conclusion
A lathe machine's value comes not from the machine itself but from understanding the staged process—proper setup, controlled progressive cutting, and verified output. Each stage gates the next, and decisions made at the design and machining planning level directly determine whether a part meets spec.
For teams specifying lathe-turned components in aerospace, defense, or industrial applications, that spec compliance hinges on the partner's process control — not just their equipment list. DM&E (ISO 9001:2015 and AS9100D certified) integrates CNC lathe capabilities into a concept-to-installation workflow with full quality traceability, which matters when a single out-of-tolerance part can hold up an entire program.
Frequently Asked Questions
What does a lathe machine do?
A lathe machine rotates a workpiece on its axis while a cutting tool removes material to produce cylindrical or axially symmetric shapes. Operations include turning (reducing diameter), facing (squaring ends), boring (enlarging holes), and threading.
What are the main parts of a lathe machine?
The five core components are:
- Bed — rigid base that keeps all components in precise alignment
- Headstock and spindle — provides rotational power to the workpiece
- Carriage and cross-slide — moves the cutting tool along and across the work
- Tool post — mounts and positions the cutting tool
- Tailstock — supports long workpieces or holds drilling tools
What does a lathe machinist do?
A lathe machinist sets up and operates lathe machines to produce or modify cylindrical parts—selecting tooling and cutting parameters, securing and aligning workpieces, performing progressive cuts, and measuring finished dimensions to verify they meet specifications.
Do you need a license to operate a lathe?
No formal license is required to operate a lathe. Operators are expected to complete training in machine setup, safe operation, and measurement techniques. Industrial and aerospace environments typically require documented competency verification.
What is the difference between a lathe and a CNC lathe?
A manual lathe relies on the operator to control tool movements by hand using mechanical feeds and handwheels, while a CNC lathe executes pre-programmed tool paths automatically via servo motors. Both work on the same rotation principle, but CNC lathes achieve higher repeatability and tighter tolerances for production runs.
What materials can be machined on a lathe?
Lathes can machine a wide range of materials including carbon steel, stainless steel, aluminum, titanium, brass, copper, cast iron, and engineering plastics. Material selection affects cutting speed, tool choice, and coolant requirements.