Introduction
Procurement managers, engineers, and manufacturers across aerospace, defense, industrial, and food-grade sectors face a persistent challenge: sourcing precision parts that meet exact specifications, arrive on time, and perform reliably in demanding applications. One delayed shipment, one out-of-tolerance dimension, or one misunderstood material requirement can cascade into production delays, cost overruns, and quality failures.
Machining — the precision shaping of raw material through controlled material removal — sits at the center of how those parts get made. According to research from the ASME Digital Collection, traditional subtractive manufacturing accounts for the vast majority of high-precision components produced worldwide.
This guide covers what you need to know to source, specify, and evaluate precision machined parts:
- What machining is and how the process works
- Key operation types: turning, milling, drilling, grinding, EDM, and more
- Materials commonly machined across industries
- Sectors that depend on precision machining
- What to look for when selecting a machining partner
TLDR
- Machining removes material from raw workpieces using cutting tools or controlled energy to create parts with precise dimensions
- Core processes include turning, milling, drilling, grinding, boring, broaching, EDM, and waterjet cutting
- CNC machining delivers superior precision (±0.001"), speed, and repeatability compared to manual methods
- Aerospace, defense, pharmaceutical, agricultural, robotics, and industrial sectors all depend on precision machining
- Choosing the right partner means vetting certifications (ISO 9001:2015, AS9100D), process range, and single-source project management
What Is Machining in Manufacturing?
Machining is a subtractive manufacturing process: the controlled removal of material from a raw workpiece—most often metal, though plastics, ceramics, composites, and wood are common as well—to produce a part that meets precise dimensional and surface specifications. Machining is the most versatile and accurate manufacturing process for producing diverse part geometries and features, with some processes achieving tolerances of ±0.025 mm (±0.001 inch).
That precision places machining within a specific role in the broader production chain. Manufacturing encompasses the entire ecosystem—design, assembly, packaging, logistics—while machining is the precision shaping stage within that system. The two terms are related but not interchangeable.
Where machining differs most sharply from other fabrication methods is in what it removes rather than adds. Additive manufacturing (3D printing) builds parts layer by layer, while machining cuts away from a solid workpiece. When applications demand maximum strength, high durability, and tolerances tighter than ±0.1 mm, subtractive manufacturing is the superior choice. In practice, the two approaches often work together: machining delivers tighter tolerances and broader material compatibility, while additive handles complex internal geometries that cutting tools can't reach.
Machining has evolved from hand tools—lathes were used in France as early as 1569—to modern CNC-controlled multi-axis machines capable of micro- and nano-scale precision. Today, that same foundational principle of controlled material removal drives everything from aerospace structural components to food-grade packaging equipment.
How the Machining Process Works
CAD to G-Code Workflow
The machining process begins with a CAD (Computer-Aided Design) model of the part. This digital model is converted into a CAM (Computer-Aided Manufacturing) file containing machine-readable G-code instructions. CAM software generates toolpaths through a post-processor, converting design specifications into precise machine movements.
Machine Setup and Parameters
Proper setup is critical to achieving dimensional accuracy:
- Loading and securing the workpiece in fixtures
- Selecting and calibrating cutting tools
- Setting cutting parameters: speed, feed rate, depth of cut
- Establishing reference points and work offsets
Roughing and Finishing Operations
Machining typically occurs in two stages:
- Roughing cuts - High feed rate, aggressive material removal to approximate final shape quickly
- Finishing cuts - Low feed rate, fine removal to achieve final tolerances and surface finish requirements

CNC Automation Advantage
Modern CNC machines execute programmed instructions with minimal operator intervention, enabling complex geometries, tight tolerances (commonly ±0.001 inch or better), and consistent repeatability across production runs.
The productivity gains are measurable: CNC machining operations run 75–300% faster than manual counterparts, with scrap rates of just 1–3% compared to 5–8% for manual setups.
For manufacturers in aerospace, defense, and industrial sectors, working with a single partner across this entire workflow matters. Douglas Machine & Engineering (DM&E) handles the process from initial concept through finished production — their in-house design team develops the manufacturing process and delivers completed parts under a single purchase order, eliminating the coordination gaps that come with managing multiple vendors.
Key Types of Machining Processes and Operations
Machining encompasses both traditional cutting operations (using physical cutting tools) and non-traditional methods (using energy sources like electricity or high-pressure water). Process selection depends on part geometry, material, tolerance requirements, and production volume.
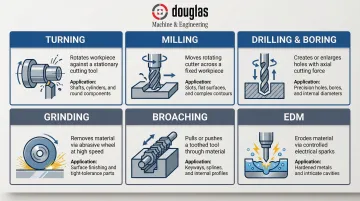
| Process | Method | Best For |
|---|---|---|
| Turning | Rotates workpiece; stationary tool cuts | Cylindrical, conical, threaded shapes |
| Milling | Rotating multi-tooth cutter; moves across workpiece | Flat surfaces, slots, complex contours |
| Drilling/Boring | Axial bit or single-point tool into workpiece | Holes, precise internal diameters |
| Grinding | Abrasive wheel removes micro-layers | Finishing, tight tolerances, fine surface texture |
| Broaching | Toothed tool in single linear pass | Keyways, splines, high-volume specific shapes |
| EDM | Electrical sparks erode conductive material | Complex geometries, hard materials, sharp internal corners |
Turning
Turning rotates the workpiece at high speed while a stationary single-point cutting tool removes material. Performed on a lathe, it's ideal for producing cylindrical, conical, and tapered shapes.
Common applications:
- Engine shafts
- Bushings
- Automotive components
- Threaded fasteners
CNC turning offers programmable precision for high-volume runs with consistent quality.
Milling
A milling machine removes metal by rotating a multi-toothed cutter that moves across a stationary workpiece (or both move in coordinated axes). Milling creates flat surfaces, slots, grooves, pockets, and complex contours.
CNC milling centers—including VMCs (Vertical Machining Centers)—are the industry standard for precision part production across aerospace, defense, agricultural, and industrial sectors.
Drilling and Boring
Drilling creates holes using a rotating bit brought axially into the workpiece—the most common machining operation.
Boring enlarges and refines existing holes using a single-point tool, achieving tighter diameter tolerances and better surface finish than drilling alone. Boring produces internal cylindrical or conical surfaces with precision.
Grinding
Grinding uses abrasive wheels to remove micro-layers of material, primarily as a finishing step after roughing operations. It achieves tight dimensional tolerances and smooth surface finishes that cutting tools alone cannot reach.
Typical grinding applications:
- Bearing seats and precision shafts
- Hardened tool steel components
- Surfaces requiring Ra finish specifications
- Final sizing on close-tolerance bores
Broaching
For high-volume production of specific internal or external profiles, broaching delivers speed that no other process matches. Each successive tooth on the broaching tool removes slightly more material in a single linear or rotary pass, completing the full profile in one stroke.
- Keyways
- Splines
- Square holes
- Gear profiles
When part geometry, material hardness, or feature complexity pushes conventional cutting to its limits, non-traditional processes take over.
EDM and Non-Traditional Machining
Electrical Discharge Machining (EDM) uses controlled electrical sparks to erode material from electrically conductive workpieces. EDM can produce features with blind holes and irregular shapes like hexagonal cavities—ideal for complex geometries, hard materials, and features (like sharp internal corners) that conventional cutting tools cannot achieve.
Other non-traditional methods:
- Waterjet cutting - High-pressure water with abrasive offers good accuracy with no Heat Affected Zone (HAZ), suitable for virtually any material
- Laser/plasma cutting - Thermal processes for sheet material
DM&E's in-house EDM capability means complex conductive parts—tool steel dies, hardened aerospace components, intricate cavities—stay under one roof rather than getting shipped to a specialty subcontractor.
What Materials Can Be Machined?
Metals and Alloys
Metals are the primary machining materials, yielding the best combination of precision, surface finish, and mechanical integrity:
- Steel (all grades)
- Aluminum
- Titanium
- Copper and brass
- Nickel alloys
- Exotic alloys
Steel commanded 45.10% of the precision turned product manufacturing market in 2025, while titanium and super-alloys are projected to expand at 7.72% CAGR through 2031, driven by defense and medical demand.

Engineering Plastics and Composites
Engineering plastics are increasingly common, particularly in medical, electronics, and food-grade applications:
- Acetal - Machines beautifully, producing clean, predictable, brittle chips
- Nylon - Readily absorbs humidity, requiring dimensional compensation
- PEEK - Machines more like metal than most plastics, requiring temperature control
- Polycarbonate, HDPE, ABS - Each with specific heat sensitivity and chip management considerations
Composites such as carbon fiber-reinforced PEEK are increasingly specified for aerospace and medical components where weight savings and chemical resistance both matter.
Ceramics, Glass, and Wood
Beyond metals and plastics, machining extends to harder and more brittle materials — each requiring specialized tooling:
- Ceramics - High hardness and brittleness demand abrasive grinding processes rather than conventional cutting
- Glass - Diamond or carbide tooling with controlled feed rates prevents fracture
- Wood - Router-based CNC processes handle both soft and hardwood with high repeatability
Industries That Rely on Precision Machining
The global precision machining market was valued at $123.54 billion in 2025 and is projected to reach $228.75 billion by 2033, growing at 8.1% CAGR. This growth is driven by demanding applications across multiple sectors.
Aerospace and Defense
The most demanding sectors for precision machining require extremely tight tolerances, strict material specifications, and rigorous quality standards. The aerospace parts manufacturing market was estimated at $1,003 billion in 2025, projected to reach $1,426.9 billion by 2033 at 5.4% CAGR.
Machined components include:
- Structural brackets and frames
- Engine parts and turbine components
- Hydraulic components
- Weapon system parts
- Landing gear components
AS9100D certification is essential for aerospace suppliers. The standard builds on ISO 9001:2015 with roughly 105 aerospace-specific requirements covering risk management, configuration control, product safety, counterfeit prevention, and supplier oversight.

Industrial, Agricultural, Robotics, and Construction
These sectors require custom components and production parts that machining uniquely enables:
- Heavy equipment gears and transmission components
- Robotic actuator housings and precision joints
- Structural frame components
- Hydraulic cylinders and valves
The same precision that enables complex aerospace components extends naturally into industries where tight tolerances and material traceability matter just as much — including food-grade processing and pharmaceutical manufacturing.
Food-Grade and Pharmaceutical Applications
These sectors require machined parts from specific materials (often stainless steel or FDA-compliant plastics) with surface finishes meeting hygiene and contamination standards.
Key requirements:
- ASME BPE SF4 surface finish (smoothest designation) achieved through mechanical polishing and electrochemical processes
- 3-A Sanitary Standards requiring product contact surfaces at least as smooth as 32 μin Ra (0.8 μm)
- Material traceability documentation and full lot records for FDA-regulated components
- Quality management system certification (ISO 9001:2015 minimum) for supplier qualification
How to Choose the Right Machining Partner
Key Evaluation Criteria
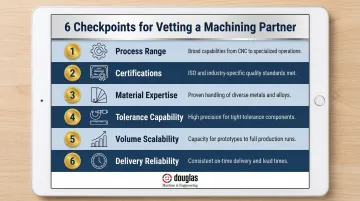
Before shortlisting any shop, run through these six checkpoints:
- Process range: Confirm they handle your specific operations—turning, milling, grinding, EDM—in-house, not through subcontractors you can't vet.
- Certifications: ISO 9001:2015 covers general quality management; AS9100D is required for aerospace/defense; ASME BPE and 3-A apply to pharmaceutical and food-grade work respectively.
- Material expertise: A shop experienced with exotic alloys or engineering plastics will anticipate machining issues that a generalist won't catch until they're already a problem.
- Tolerance capability: Ask for documented process capability data. Any partner holding ±0.001" or tighter should be able to show it.
- Volume scalability: Their equipment and scheduling systems should match your needs—whether that's a 10-piece prototype run or ongoing production.
- Delivery reliability: Ask how they handle schedule slippage. A formal recovery process matters more than a promise of on-time delivery.
The Single-Source Advantage
If your criteria check out across the board, consider whether the shop can also serve as a single point of contact from design through delivery. Managing multiple vendors—one for machining, another for heat treat, another for coating—adds coordination overhead and distributes accountability in ways that complicate issue resolution.
Working with a shop that handles or actively coordinates all of that in-house means:
- One purchase order instead of several, with no handoff gaps between vendors
- A single project manager who owns the schedule end-to-end
- Quality accountability that stays with one team, including outsourced steps like plating and specialized coatings
- Lower shipping costs as components move through integrated processes without extra transit legs
- Faster problem resolution when something needs to change mid-project
DM&E operates on exactly this model. In-house capabilities include CNC machining (tolerances from ±0.005" to ±0.0005"), AWS-certified welding, assembly, and quality assurance. Specialized processes like heat treat and plating are coordinated through qualified partners, with DM&E maintaining project oversight from initial concept through final installation.
Frequently Asked Questions
What is machining in manufacturing?
Machining is a subtractive manufacturing process where material is removed from a raw workpiece using cutting tools or controlled energy to produce parts with precise dimensions and surface finishes. It supports a wider range of tolerances and geometries than most other manufacturing methods, making it a go-to process across aerospace, medical, industrial, and defense applications.
Which is better, CNC or VMC?
A VMC (Vertical Machining Center) is a type of CNC machine, so the comparison isn't CNC vs. VMC but vertical vs. horizontal configuration. VMCs are more common and cost-effective for most milling work, while HMCs (Horizontal Machining Centers) offer advantages for complex multi-sided parts and high-volume production.
What materials can be machined?
Metals (steel, aluminum, titanium, brass, nickel alloys), engineering plastics (PEEK, nylon, polycarbonate, acetal), composites, and ceramics can all be machined. Material choice affects process selection, tooling requirements, and achievable tolerances.
What is the difference between CNC machining and manual machining?
CNC machining uses computer-programmed instructions to automate tool movement, delivering greater precision, speeds 75–300% faster than manual methods, and scrap rates as low as 1–3%. Manual machining puts all movement control in the operator's hands — practical for one-off jobs, but not suited for high-volume or tight-tolerance production.
What industries use machining the most?
Aerospace, defense, automotive, industrial equipment, robotics, food processing, and medical/pharmaceutical sectors are the heaviest users of precision machining. These industries require tight tolerances, reliable material properties, and regulatory compliance that machining uniquely provides.
How do I choose the right machining process for my part?
Process selection depends on five factors: part geometry (cylindrical, flat, or complex), material properties, required tolerances, surface finish specifications, and production volume. Reviewing these with your machining partner early in the design phase typically surfaces cost-saving opportunities before production begins.