Introduction
Robotic welding machines have evolved from an automotive assembly novelty into a core production tool across aerospace, defense, agricultural equipment, food-grade packaging, and industrial manufacturing. Today, these systems are standard practice wherever consistency, speed, and weld traceability are non-negotiable.
The catch: not all robotic welding machines are built the same. Choosing the wrong type for your application leads to poor weld quality, costly rework, and capital tied up in equipment that can't do the job. The right choice, matched to your material and production requirements, pays back in throughput and quality you can document.
This guide breaks down the main types of robotic welding machines, how each one works, where it performs best, and what to consider before committing to a system.
TL;DR
- A robotic welding machine automates welding tasks with speed and repeatability that manual welding cannot match
- The five most widely used types are MIG/MAG arc welding robots, TIG welding robots, resistance spot welding robots, laser welding robots, and plasma welding robots
- Choosing the right type depends on material, joint geometry, production volume, and budget
- Partnering with an ISO 9001 and AS9100D-certified manufacturer early in the specification stage prevents costly mismatches between machine type and application
What Is a Robotic Welding Machine?
A robotic welding machine is a programmable system that automates weld execution and, in many cases, part positioning, without continuous human intervention. Common configurations include:
- Articulated 6-axis arms — the most versatile option for complex geometries
- Gantry systems — suited for large or heavy workpieces
- Collaborative robots (cobots) — designed to work alongside operators in flexible production environments
Robotic welding is now standard practice in automotive, aerospace, pharmaceutical equipment, and heavy industrial manufacturing. Adoption is expanding into smaller job shops as well, driven by the demand for consistent quality and the ongoing shortage of skilled welders.
Why Robotic Welding Machines Matter in Modern Manufacturing
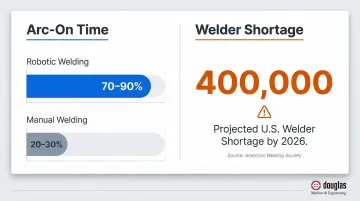
Robotic welders produce consistent, repeatable welds at throughput rates that manual welding cannot match. Robotic systems maintain 70–90% arc-on time compared to 20–30% for manual welders, translating directly to higher productivity and faster cycle times.
Without robotic welding, precision-critical operations run into predictable problems:
- Inconsistent weld quality from operator variability
- Heat distortion that fails inspection
- Costly rework and scrap
- Difficulty scaling production without adding skilled labor headcount
The skilled welder shortage compounds these challenges. The American Welding Society projects a shortage of 400,000 welders in the U.S. by 2026. Robotic welding is the practical solution that lets manufacturers scale output — while freeing skilled workers for higher-value tasks like fixturing, inspection, and process qualification.
Types of Robotic Welding Machines
"Robotic welding machine" is not a single product. The type of welding process determines the machine configuration, tooling, and the kinds of materials and joint designs it can handle effectively.
Selecting the right type requires understanding your material, thickness, weld quality standard, and production volume before evaluating any system.
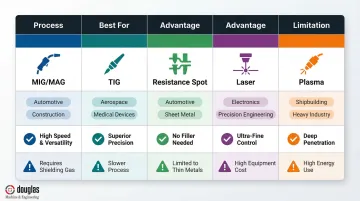
MIG/MAG Arc Welding Robots (GMAW)
MIG/MAG robotic welding is the most widely deployed type. The robot holds a welding torch that feeds a continuous wire electrode while a shielding gas protects the weld pool. MIG uses inert gas (such as argon) for non-ferrous metals like aluminum, while MAG uses active gas (such as CO₂ or CO₂/argon mix) for steel and stainless steel.
It's a continuous-feed process with high deposition rates — far faster than TIG for structural and high-volume work — and handles steel, stainless steel, and aluminum across a wide range of thicknesses.
Best-fit applications:
- Structural fabrication
- Agricultural equipment
- Industrial frames
- Food-grade packaging machinery
- High-volume production runs where speed and weld strength outrank cosmetic appearance
- Automotive, construction, and general manufacturing
Limitations:
MIG/MAG produces more spatter than TIG or laser welding, requires shielding gas management, and is less suited for ultra-thin materials or applications where post-weld cleanup and aesthetics are critical.
TIG Welding Robots (GTAW)
TIG robotic welding uses a non-consumable tungsten electrode and a separate filler rod (or autogenous weld for thin materials), with an inert shielding gas, to produce clean, precise welds with a superior surface finish.
TIG is slower than MIG but produces the highest-quality, lowest-distortion welds. Where weld integrity, appearance, and traceability are non-negotiable — aerospace structural components, pharmaceutical equipment — TIG is the process of choice.
Best-fit applications:
- Aerospace assemblies
- Defense hardware
- Medical and pharmaceutical equipment enclosures
- Thin-gauge stainless steel
- Exotic alloys (titanium, Inconel)
- Applications requiring weld qualification under AWS D17.1 or ASME standards
Limitations:
Lower deposition rates make TIG slower and more expensive per unit of weld length than MIG. Robotic TIG requires precise part fit-up and joint preparation—gap tolerance is minimal, making it less forgiving of fixturing inconsistencies.
Resistance Spot Welding Robots
Resistance spot welding robots take a fundamentally different approach. Instead of a torch, the robot end effector holds two electrode tips that clamp the workpiece and pass a high electrical current through the joint. The resistance of the metal generates heat, fusing the layers together at a discrete "spot."
There is no filler material, no shielding gas, and no continuous bead — just a fast, localized fusion designed for overlapping thin sheet metal. It's the dominant process in automotive body assembly and appliance manufacturing.
Best-fit applications:
- High-volume production of sheet metal assemblies
- Automotive body panels
- HVAC components
- Food-grade packaging equipment frames
- Any product involving stacking thin metal sheets at fixed connection points
Limitations:
Only suitable for lap joints on thin sheet metal. Does not produce a structural bead weld. Limited to conductive metals and requires consistent sheet thickness and surface cleanliness for repeatable results.
Laser Welding Robots
Laser welding robots use a high-energy laser beam focused on the joint by the robotic system, melting and fusing the material with minimal heat input and an extremely small heat-affected zone. The weld is narrow, deep (in keyhole mode), and highly precise.
Laser welding produces the smallest weld profile and least thermal distortion of any robotic process, enabling work on heat-sensitive assemblies and intricate geometries that arc welding would damage. Speed is also a factor: for thin materials, laser systems run significantly faster than arc alternatives.
Best-fit applications:
- Electronics enclosures
- Battery packs and EV components
- Medical device manufacturing
- Aerospace sheet metal assemblies
- Pharmaceutical equipment
- Applications requiring minimal distortion on thin or precision-machined parts
Limitations:
Laser systems carry high capital and operating costs. They demand extremely tight joint fit-up — gaps of even fractions of a millimeter can cause defects. Highly reflective materials like copper and certain aluminum alloys require specialized laser sources.
A 5-year TCO model for a $200,000 automated laser welding cell breaks down as follows:
| Cost Category | Share of 5-Year TCO |
|---|---|
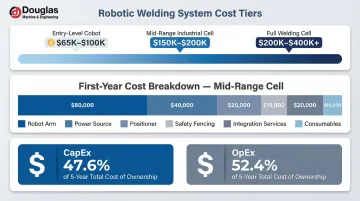
| CapEx | 47.6% |
| OpEx | 52.4% |
| Consumables (subset of OpEx) | 4.1% |
Plasma Welding Robots
Plasma welding sits between TIG and laser — more precise and penetrating than TIG, less capital-intensive than laser. The process concentrates the arc through a fine orifice using a plasma gas, producing a hotter, deeper-penetrating arc than standard GTAW. In keyhole mode, it can weld thicker sections in a single pass while still delivering clean, low-distortion results on exotic alloys.
Best-fit applications:
- Aerospace structural weldments
- Defense hardware
- Titanium and nickel superalloy components
- Pressure vessels
- Applications requiring deep single-pass penetration with high-quality weld profiles on challenging materials
Limitations:
Plasma torches are more complex and more expensive to maintain than TIG torches. The process requires precise parameter control and is less forgiving of operator or parameter variation. Less common in general manufacturing due to higher setup complexity.
How to Choose the Right Robotic Welding Machine
Start by defining the weld requirement, not the machine. Before evaluating a single product, identify:
- Base material and material thickness
- Joint design and fit-up tolerances
- Applicable quality or code standard (AWS D1.1, AS9100D for aerospace, etc.)
- Required surface finish
These factors alone will eliminate multiple machine types from consideration.
Match Production Volume and Cycle Time to the Process
- MIG/MAG and spot welding are optimized for high throughput
- TIG and plasma are better for precision, lower-volume runs where weld integrity is the priority
- Laser welding spans both but at higher cost
Select based on what your production model actually demands.
Factor in Total Cost of Ownership, Not Just Equipment Purchase Price
The robotic arm itself accounts for only 25% to 40% of the total initial investment. Integration, programming, and safety fencing add significant costs.
Typical price ranges:
| System Type | Entry-Level Cobot | Mid-Range Industrial Cell | Full Welding Cell with Enclosure |
|---|---|---|---|
| Cost | $65,000–$100,000 | $150,000–$200,000 | $200,000–$400,000+ |
First-year investment breakdown for a mid-range arc welding cell:
- Robot arm + controller: $65,000
- Power source + torch + feeder: $22,000
- Two-station servo positioner: $18,000
- Safety fencing + interlocks: $12,000
- Integration + programming: $25,000
- Floor prep + fume extraction: $15,000
- First-year consumables: $18,000
- Total: $175,000–$189,000
Consider Floor Space, Safety Infrastructure, and Integration Complexity
- Laser and plasma systems require specialized enclosures and Class 4 laser safety infrastructure, including light-tight enclosures, interlocked doors, and OD 6+ safety eyewear
- Industrial arc welding cells need fencing and fume extraction; OSHA mandates mechanical ventilation if the workspace is under 10,000 cubic feet per welder or ceilings are under 16 feet
- Cobots can operate in shared spaces but at lower throughput
Evaluate what your facility can realistically support.
Work with a Qualified Manufacturing Partner Early in the Process
A contract manufacturer with relevant certifications and in-house welding expertise can review your part drawings, material specs, and production requirements before capital is committed — catching process mismatches early rather than after installation.
DM&E (ISO 9001:2015 and AS9100D certified, with AWS-certified welders on staff) works through this evaluation as part of its design-to-installation process. Their team can integrate robotic welding, fixturing, and assembly under one program, which keeps quality control centralized and simplifies project management for complex or regulated components.
Common Mistakes to Avoid When Selecting a Robotic Welding Machine
Three missteps account for most poor robotic welding investments. Avoid them before you commit to a system.
Over-specifying the process. A TIG or laser robot is unnecessary if MIG can meet the weld strength and appearance requirements. Choosing a more advanced system than the application demands drives up cost and complexity without improving outcomes.
Letting the vendor define the requirements. Evaluate fit-up tolerances, material behavior, and production rate independently before engaging vendors. Confirm the process has been qualified for your specific material and joint configuration — not just for the vendor's standard demo parts.
Underestimating lifecycle costs. A system that is cheap to purchase but expensive to maintain or difficult to reprogram will erode ROI quickly. Annual maintenance contracts and routine servicing for robotic cells average $2,000 to $12,000 per year. Factor in full lifecycle cost and the availability of local service support before signing.
Conclusion
Robotic welding machines are not interchangeable. Each type—MIG/MAG, TIG, spot, laser, plasma—solves a different production problem. The right choice comes down to four factors:
- Material type and its thermal and structural properties
- Precision requirements for the finished weld
- Production volume and cycle time targets
- Budget, including capital cost and long-term operating expense
That choice carries downstream consequences — for weld integrity, throughput, and certification compliance on regulated programs. Working with a manufacturing partner who holds process certifications across welding methods, such as AWS-certified welders operating under AS9100D and ISO 9001:2015 quality systems, gives you a clearer path from process selection to production-ready parts. DM&E works across welding and precision machining as a single-source partner, which means fewer handoffs and one accountable team from concept through installation.
Frequently Asked Questions
What is a robotic welding machine?
A robotic welding machine is a programmable automated system that performs the weld and handles parts without continuous human intervention. It encompasses multiple process types—arc, spot, laser, plasma—rather than a single technology.
What are the different types of robotic welders?
The five primary types are MIG/MAG arc, TIG, resistance spot, laser, and plasma welding robots. Each is suited to different materials, precision requirements, and production volumes.
How much does a robotic welder cost?
Entry-level cobot welding setups start around $65,000–$100,000. Mid-range industrial arm systems range from $150,000–$200,000. Full welding cells with enclosures, safety infrastructure, and software typically cost $200,000–$400,000+.
What is the difference between MIG and TIG robotic welding?
MIG uses a continuously fed wire electrode and is faster with higher deposition rates for structural and volume work. TIG uses a non-consumable electrode and produces cleaner, more precise welds at slower speeds, making it the preferred choice for aerospace, pharmaceutical, and other precision-critical applications.
Can robotic welding machines be used for aerospace and defense applications?
Yes. TIG and plasma robotic welding are standard in aerospace and defense for their precision and compatibility with exotic alloys. Compliance with standards like AS9100D and AWS D17.1 requires working with a certified manufacturer and qualified welding procedures.
What certifications should a robotic welding service provider have?
Key credentials include ISO 9001:2015 for quality management systems, AS9100D for aerospace and defense work, and AWS-certified welders (or CRAW certification for robotic arc welding technicians). These credentials ensure the provider can produce and document welds that meet industry and regulatory requirements.